Vakuumgass-slukkingsovn Horisontal med enkeltkammer




Hva er vakuumgassslukking
Vakuumgassavkjøling er prosessen med å varme opp arbeidsstykket under vakuum, og deretter kjøle det raskt ned i kjølegassen med høyt trykk og høy strømningshastighet, for å forbedre arbeidsstykkets overflatehardhet.
Sammenlignet med vanlig gassslukking, oljeslukking og saltbadslukking har vakuumhøytrykksgassslukking åpenbare fordeler: god overflatekvalitet, ingen oksidasjon og ingen karburisering; god slukejevnhet og liten deformasjon av arbeidsstykket; god kontrollerbarhet av slokkestyrke og kontrollerbar kjølehastighet; høy produktivitet, noe som sparer rengjøringsarbeidet etter slokking; ingen miljøforurensning.
Det finnes mange materialer som er egnet for vakuumhøytrykksgassslukking, hovedsakelig inkludert: hurtigstål (som skjæreverktøy, metallformer, matriser, målere, lagre for jetmotorer), verktøystål (klokkedeler, inventar, presser), matrisestål, lagerstål, etc.
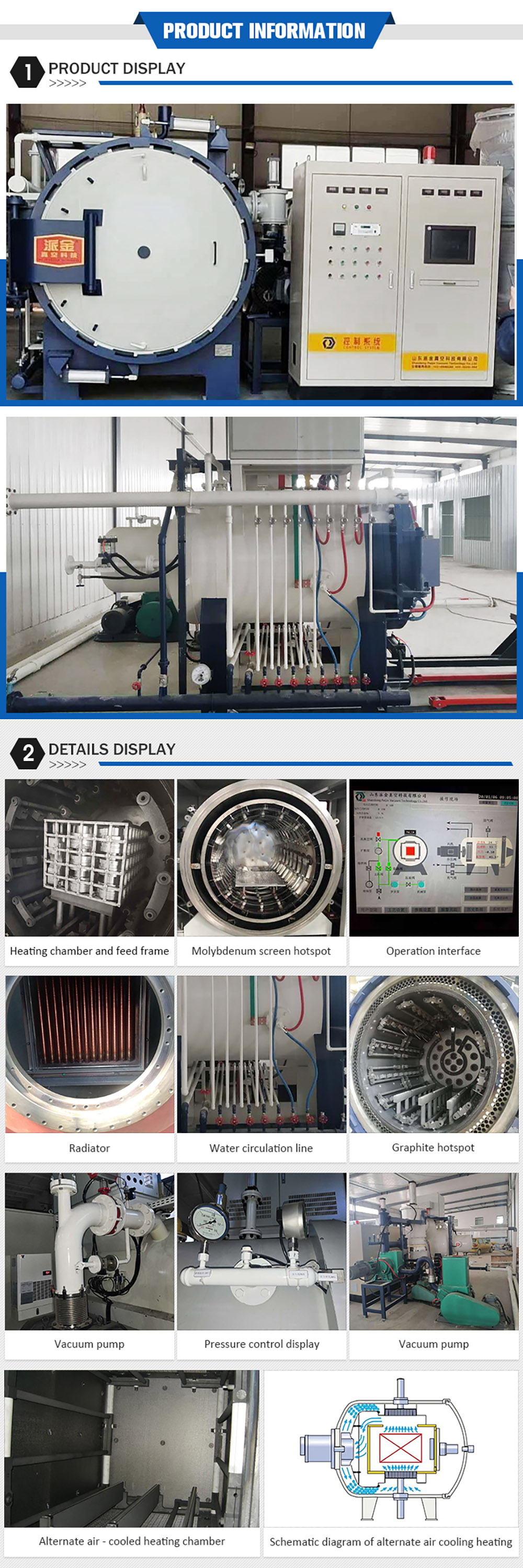
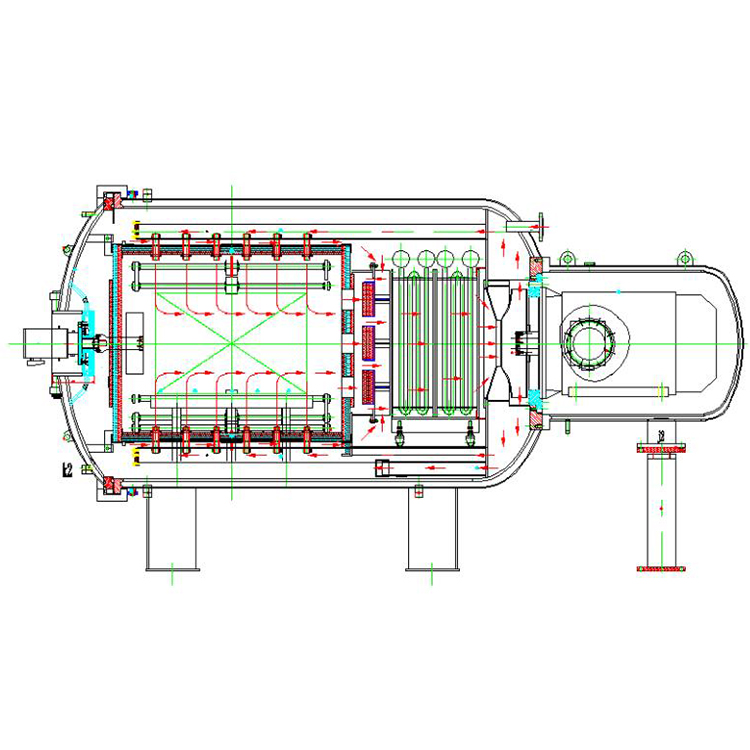
Paijin vakuumgassslukkeovn er en vakuumovn som består av ovnshus, varmekammer, varm blandevifte, vakuumsystem, gassfyllingssystem, vakuumpartialtrykkssystem, elektrisk kontrollsystem, vannkjølesystem, gassslukkesystem, pneumatisk system, automatisk ovnsmatingsvogn og strømforsyningssystem.



Søknad
Paijin vakuumgassslukkingsovner egnet for bråkjøling av materialer som støpestål, hurtigstål, rustfritt stål osv.; løsningsbehandling av materialer som rustfritt stål, titan og titanlegeringer; glødebehandling og anløping av ulike magnetiske materialer; og kan brukes til vakuumlodding og vakuumsintring.

Kjennetegn
1. Høy kjølehastighet:Ved å bruke en høyeffektiv firkantet varmeveksler økes kjølehastigheten med 80 %.
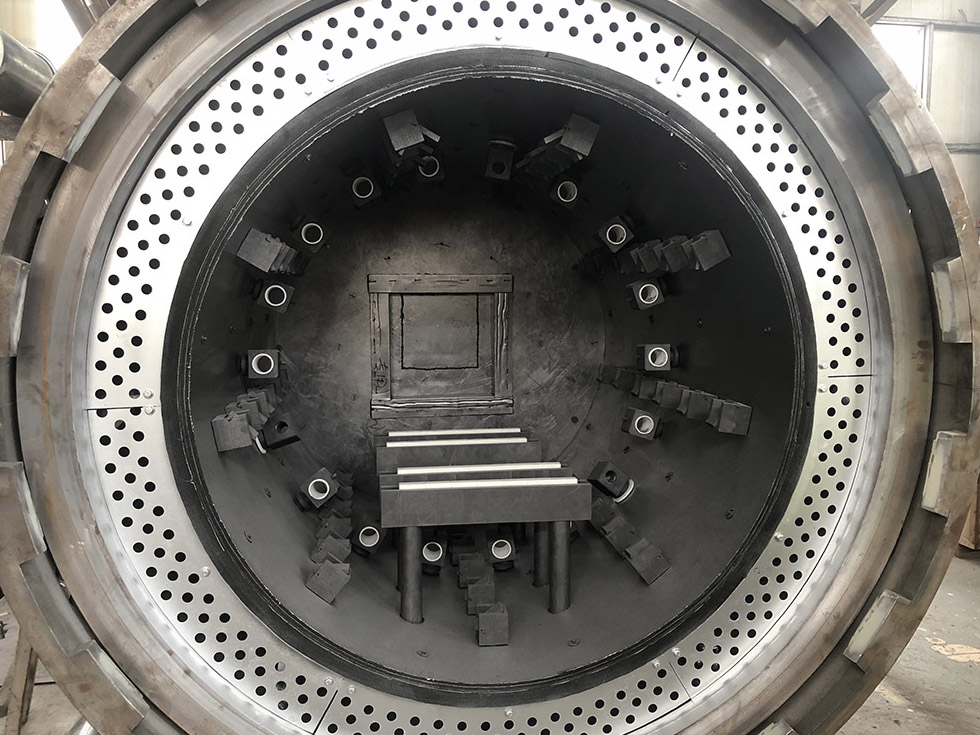
2. God kjølejevnhet:Luftdysene er jevnt og forskjøvet plassert rundt hele varmekammeret.
3. Høy energisparing:Luftdysene lukkes automatisk under oppvarming, noe som reduserer energikostnadene med 40 %.
4. Bedre temperaturjevnhet:Varmeelementene er jevnt plassert rundt hele varmekammeret.
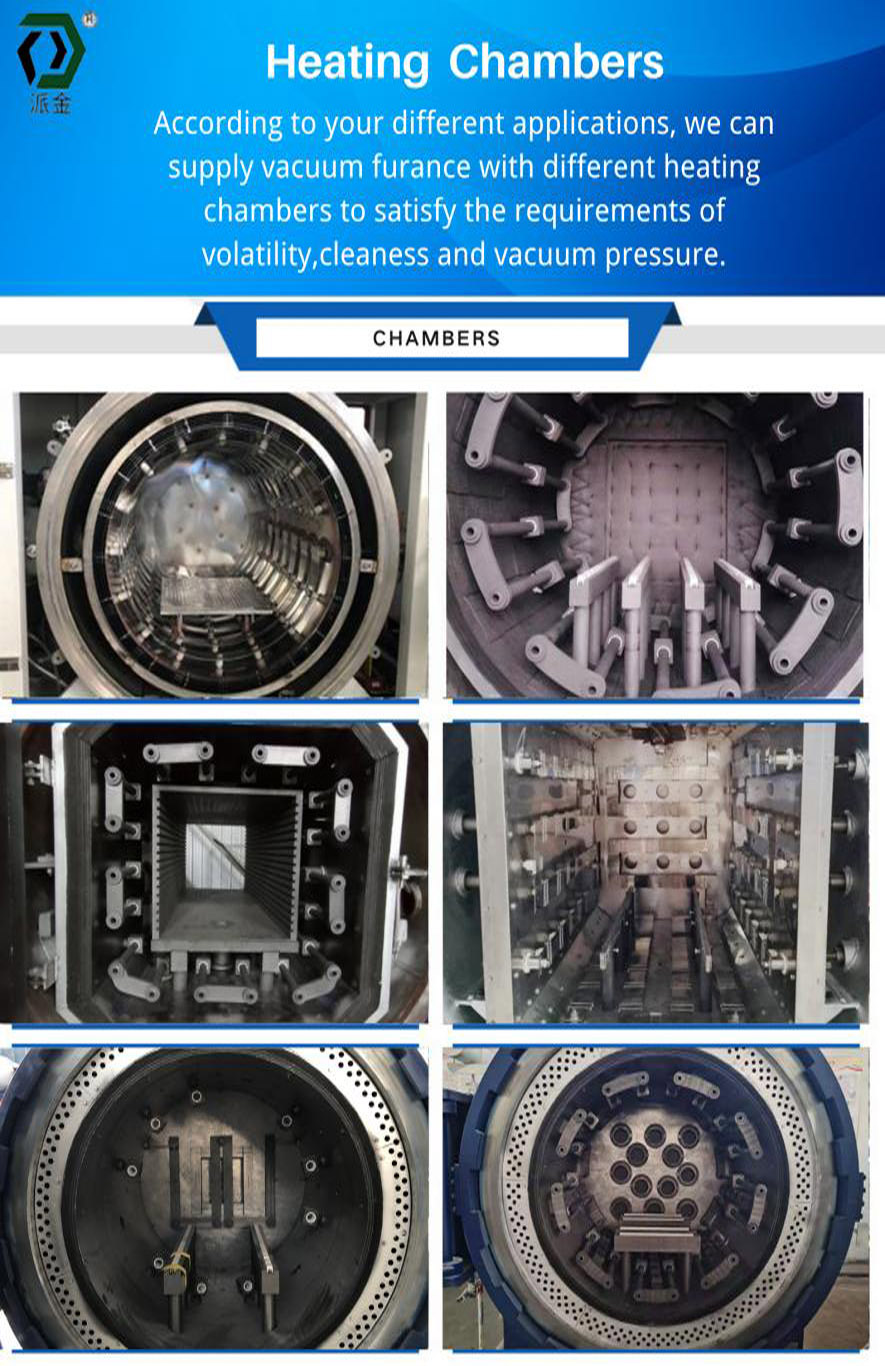
5. Egnet for ulike prosessmiljøer:Isolasjonslaget i varmekammeret er laget av et hardt komposittisoleringslag eller en metallisolasjonsskjerm, egnet for ulike miljøer.
6. Smart og enkel for prosessprogrammering, stabil og pålitelig mekanisk handling, automatisk, halvautomatisk eller manuelt alarmerende og visning av feil.
7. Gassslukkevifte med frekvensomformingskontroll, valgfri konveksjonsluftoppvarming, valgfri 9-punkts temperaturmåling, partialtrykkslukking og isotermisk slukking.
8. Med komplett AI-kontrollsystem og et ekstra manuelt operativsystem.
Standardmodellspesifikasjon og parametere
| Standardmodellspesifikasjon og parametere | |||||
| Modell | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Effektiv varm sone LWH (mm) | 500 * 500 * 700 | 600 * 600 * 900 | 700 * 700 * 1100 | 800 * 800 * 1200 | 900 * 900 * 1600 |
| Lastvekt (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maksimal temperatur (℃) | 1350 | ||||
| Temperaturkontrollnøyaktighet (℃) | ±1 | ||||
| Ovnstemperaturens ensartethet (℃) | ±5 | ||||
| Maksimal vakuumgrad (Pa) | 4,0 * E -1 | ||||
| Trykkøkningshastighet (Pa/H) | ≤ 0,5 | ||||
| Gassslukkingstrykk (bar) | 10 | ||||
| Ovnstruktur | Horisontalt, enkeltkammer | ||||
| Metode for åpning av ovnsdør | Hengseltype | ||||
| Varmeelementer | Grafittvarmeelementer | ||||
| Varmekammer | Sammensetningsstruktur av grafitt hardfilt og mykfilt | ||||
| Gassslukkingsstrømningstype | Vertikal vekslende strømning | ||||
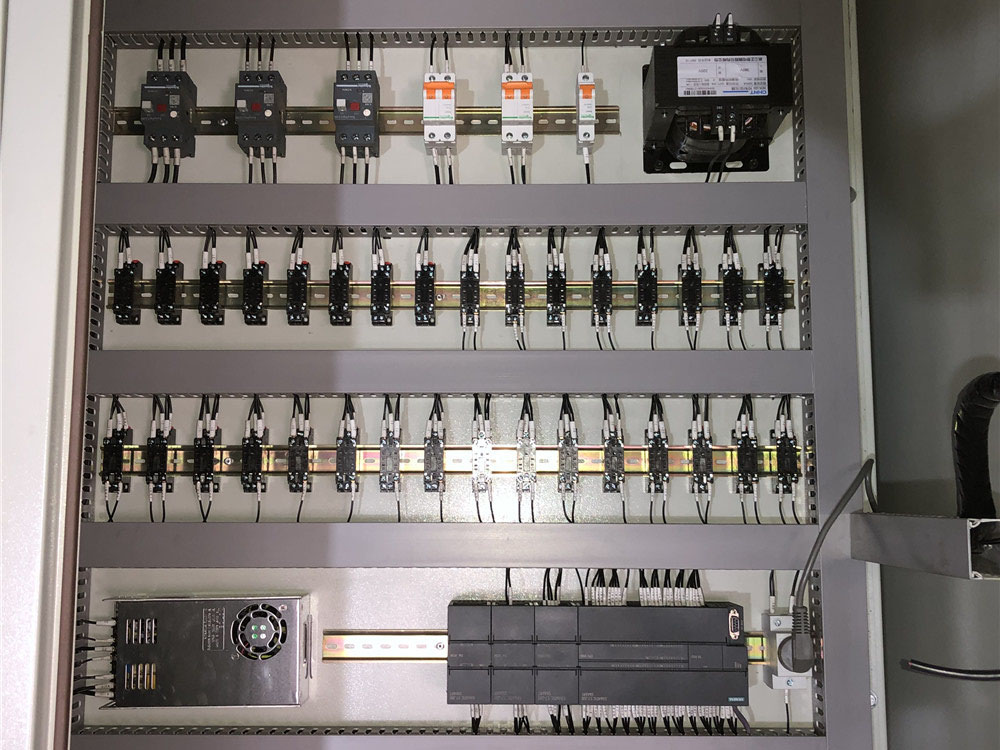
| PLS og elektriske elementer | Siemens | ||||
| Temperaturkontroller | EUROTERM | ||||
| Vakuumpumpe | Mekanisk pumpe og rotpumpe | ||||
| Tilpassede valgfrie områder | |||||
| Maksimal temperatur | 600–2800 ℃ | ||||
| Maksimal temperaturgrad | 6,7 * E -3 Pa | ||||
| Gassslukkingstrykk | 6–20 bar | ||||
| Ovnstruktur | Horisontal, vertikal, enkeltkammer eller flerkamre | ||||
| Døråpningsmetode | Hengseltype, løftetype, flat type | ||||
| Varmeelementer | Grafittvarmeelementer, Mo-varmeelementer | ||||
| Varmekammer | Komponert grafittfilt, reflekterende skjerm i helmetall | ||||
| Gassslukkingsstrømningstype | Horisontal alternerende gasstrøm; Vertikal alternerende gasstrøm | ||||
| Vakuumpumper | Mekanisk pumpe og rotpumpe; Mekaniske, rot- og diffusjonspumper | ||||
| PLS og elektriske elementer | Siemens; Omron; Mitsubishi; Siemens | ||||
| Temperaturkontroller | EUROTHERM; SHIMADEN | ||||
Kvalitetskontroll
Kvalitet er produktenes ånd, det er nøkkelpunktet når man bestemmer seg for en fabrikk's fremtid. Paijin tar kvalitet som de viktigste sakene i vårt daglige arbeid. For å sikre god kvalitet på produktene våre, har vi lagt stor vekt på tre aspekter.
1. Viktigst: Mennesket. Mennesket er det viktigste punktet i alt arbeid. Vi har komplette opplæringskurs for hver nye ansatt, og vi har et vurderingssystem for å rangere hver ansatt til et nivå (junior, medium, high). Ansatte på forskjellige nivåer blir tildelt forskjellige jobber med ulik lønn. I dette vurderingssystemet er det...'Ikke bare ferdighetene, men også ansvarsrate og feilrate, utøvende makt osv. På denne måten er arbeiderne i fabrikken vår villige til å gjøre sitt beste i arbeidet sitt. Og følger strengt reglene for kvalitetsstyring.
2. Beste materialer og komponenter: Vi kjøper kun de beste materialene på markedet. Vi vet at en besparelse på 1 dollar i materiale ville koste 1000 dollar i sluttproduktet. Nøkkeldelene, som elektriske komponenter og pumper, er alle merkevarer som Siemens, Omron, Eurotherm, Schneider osv. For de andre delene som er produsert i Kina, velger vi den beste fabrikken i bransjen og har signert en kontrakt med dem om produktkvalitetsgaranti for å sikre at alle komponenter vi bruker i ovnen er av beste kvalitet.
3. Streng kvalitetsstyring: Vi har 8 kvalitetskontrollpunkter i produksjonsprosessene for ovner. Inspeksjonen på hvert kontrollpunkt utføres av 2 arbeidere, og 1 fabrikksjef er ansvarlig for dette. Ved disse kontrollpunktene dobbeltsjekkes materialer, komponenter og alle aspekter ved ovnen for å sikre kvaliteten. Til slutt, før ovnen forlater fabrikken, bør den endelig kontrolleres med varmebehandlingseksperimenter.